说到这个客户,从2014年就开始合作到现在,一直都被评为优等A等最佳客户,为什么么说呢,因为此客户给的纳期长,价格还可以,每份图纸都有清晰的CAD和订单资料,每次下单都至少几十张图纸,而且图纸有规律,模具零件是客户自己使用,每批系例的模具零件都有系例号来管理,就这样的客户,着实能称得上“良心好客户”。
可是最近,我们之间因为R0.5做不好来反复沟通了10多次,重新加工第四次,就是做不好R0.5,这可是我们合作三年来从来没有的事,连续两年无不良记录这次怎么回事,加工几次了,一个R0.5怎么就是做不好呢?这中间我们和客户沟通了十多个来回。
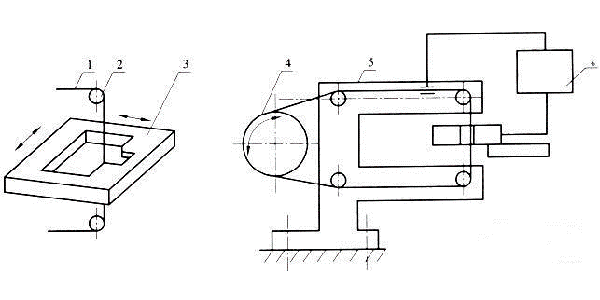
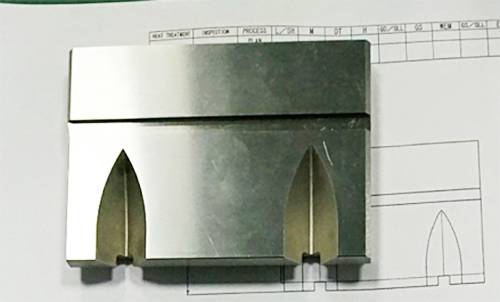
原来倒角R有这么多加工方法,PG,线割,打磨加工,手动打磨等方式,针对模具零件要求的倒角R,我们都知道不同的类型产品R要求不一样,加工方法也不同,如果模具零件的R加工不好,就会导致模具在组装时,中间有缝隙,模具组装不好,模具就不好用了,也会影响模具的寿命,所以模具零件关键部分R要求必须均匀,于是就会有公差要求,例如这次我们遇到的,R0.5和R0.50是不同意思,加工工艺也不一样,检测方法也一样,R0.5的标注方式代表着公差只需要做到±0.1,用投影仪来检测即可,标注R0.50代表着公司要做到±0.01,需要用轮廓仪来检测,而这次因为标注的问题,让我们最开始的时候就没有搞清楚R的公差,R用慢走丝的方式加工。第二次,我们搞清楚了R0.50的公差要求,我们仍用慢走丝的方式,割一修三的方式,但是发现线割会有段差,会导致模具零件之间组装有缝隙,于是我们第三次加工改用PG加工,这样即能保证公差也能保证R的均匀,V型块处的R是避空使用的,用放电的方式加工即可,所以经过三次重新加工,我们对这次R的加工方法摸了个顶透,也得到了一些经验与教训。
这次一款产品做了四次,客户中间跟我们不厌其烦沟通了10多个来回,了解加工工艺检测方法,直达双方达到共识,有些模具零件的倒角要求0.002的都有,0.002就是一根头发的30倍,按照我们现在的线割方式,通过这次的挑战,我们发现是可以做到的。





