-
众所周知,在机加工行业中,唯一的工作标准即为客户的图纸。我们按照客户图纸上的要求,安排工艺,走加工流程。一个产品, 在哪一步, 哪个工艺,会产生多少成本,都是基于产品的图纸要求。这时加工者就可以理直气壮的和客户讲我们的报价是合理的,产品价格就是要这么高,图纸什么样的要求,就报什么要求下相应的价格。 但是,当图纸上指定的加工方法相对于达到图纸要求来讲,价值过剩的情况下,我们完全可以在保证客户图纸要求的基础上,提出降低成本的方案,从而接入客户订单。 接…
-
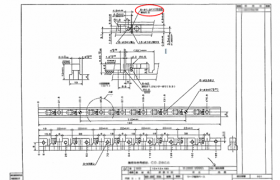
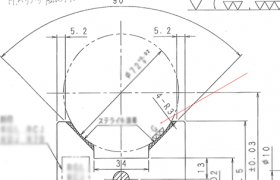
这是我们的VIP客户J05客户的询价图纸。 产品是SKD11材质,氮化处理,190*10*12mm的长板。 技术人员拿到图纸后研究发现,产品有8个φ1.2F7(+0.0016/+0.008)深5.5的精孔。通常我们会用高精度钻头来加工精孔。但是此产品是φ1.2F7(+0.0016/+0.008)的精孔,通常的情况下第一我们会用钻孔加工,但是就目前的加工资源来看,现有的钻孔做不了5.5那么深φ1.2F7(+0.0016/+0.008)的…
-

横向组织是2012年开始创立的一种企业文化,到如今已经有5个年头了,从最开始的跌跌撞撞,慢慢摸索,一路走来,其实非常的艰辛,然而庆幸的是我们没有放弃,一直在坚持,才有了今天这般模样,未来我们也会一直努力坚持下去…… 非常感谢各横向组织管理人员们在2017年里的付出与努力。正因为有你们的积极参与,敢于挑战,才让我们的企业文化更好延续下去。 即将迎来2018财年,每年的年末我们都会举行各横向组织的换届,由于调整了财年,所以今年便延迟了两个月。经过人力资源部前…
-

2017年最后一个月我们圆满收官,这一年中发生了很多大事,凯路的成立,富士冲专注做深拉伸冲压,风驰队专注批量改名凯路宝,够力拉也迎来了属于自己的春天,这一年的努力换来了巨大的丰收,我们多次打破以往的纪录,一次一次攀登上更高的台阶,为2018年的目标做了很好的铺垫,下面看看这个月有多少伙伴表现突出吧。 十二月份最强冠军:富士冲队 本年度富士冲无疑是最大的赢家,细细数来他们已经7次拿下月度冠军,更是连续三次蝉联月度冠军宝座,在队长张丽萍的…
-

富士冲诞生 在经历了萌芽、成长、遇到瓶颈、较长时间的静默,甚至即将被关掉,终于到后来跳出谷底,富士冲团队经历了不平凡的磨砺。 当众多的网络平台上开始出现富士冲这个名字后,询问富士冲的人开始多了起来。越来越多的人开始对富士冲产生了好奇和兴趣。富士冲有什么涵义呀?富士冲代表什么呀?富士冲承载着什么精神呀? 富士冲的意义 2015年11月1日,是富士冲团队正式对FUJIPUNCH这个品牌进行注册,后来并取得了商标权。这一天被富…




