浏览次数2268
现状及存在的问题:
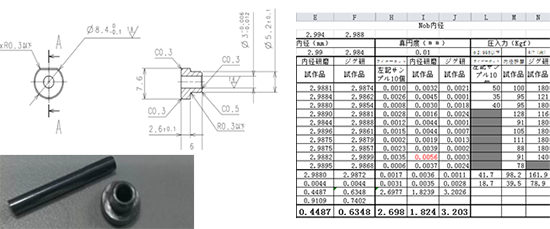
如下图片组装好的冲针在使用过程中脱落, 此脱落部品一直是用线割加工,我们在调查时针对这个工艺作了CPK数据调查。从下记表中看到线割的真圆度值和内径值不均匀,压入值只有期望压入值90Kgf的一半。我们知道线割是以高温度腐蚀性的加工,像日本很多精度高性能要好的产品尽可能会不选用线割来加工,而是选用磨。也由此客户要求改用JG研磨或是内圆磨加工。
改善措施:
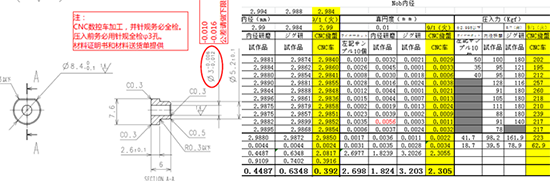
上记客户提到的加工方法我们都一一进行试作,但是在试作中发现成本很高。所以向客户提出CNC数控车。最初无论我们的团队怎样说明情况,客户坚决不同意。以我们在国内的加工经验,JG研磨并不适全量产,并且由于机台昂贵成本会翻2倍以上,在人工成本上涨经济不景气的现实客户承受不了这样的成本上涨。内圆研磨因为要2次装夹,并且每次都要校表,经验不足或是不小心报废率就极高。当时我们抱着必死的决心按照排好的工艺紧急试作了10个。然后用3次元测它们的真圆度和内径尺寸,用轮廓仪测内径光洁度,再用钨钢针规复测内径。把这些测得的数据整理CPK报告提给客户。客户看了所有的尺寸都在图纸公差内并且很均匀,这时客户心软的同意用压入机压入看看它们的压力值。10个压完后最低值也有195Kgf,最高值达到260Kgf,比期望值90Kgf还超出很多。就样客户在满意的微笑中同意改用CNC数控车加工(下记格黄色栏是车床试作品的CPK数据,它旁边是内径研磨和JG研磨的CPK数据)。
经验告诉我们只要出发点是好的,是为客户着想的,即使有再大的阻力,最终也会得到“神”的帮助。

标签
上一篇:什么是商战中的游击战?
下一篇:不行的时候才是事业的开始
全部评论:0条




