这个客户给我们做这款模具零件冲头有几年了,每次都是类似品,每次订单数量也较多,有时候是左右对称件有时候是先端不一样,要求的话和一般模具零件要求也类似,精度比较高,先端部分加工最有难度了。
而这次客户又来找我们提出降低成本了,人力物力各方面都在涨价,按老办法成本只会涨,那真就没有别的办法调整价格了吗?
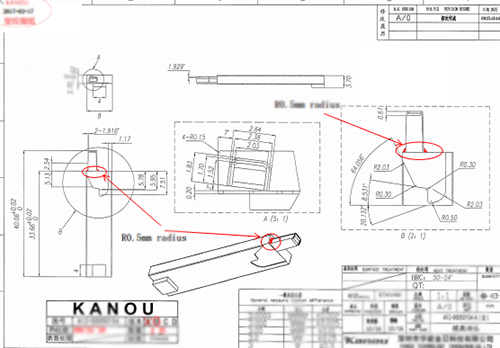
所有的答案还得去现场了解,下图这款,我们通过前面几次加工经验,先端用放电工艺加工至少得3-4天,且铜工损耗量大,有粗加工放电和精加工放电,如果我们要尝试用新的工艺的话一定要先试样,确认样品不影响模具零件冲头寿命,我们才可以更改工艺。
于是我们将以前加工的工艺大概与客户讲明,并提出先用一件样品来试着加工,此时,客户也非常支持我们做,于是跟我们说,样品费多少我们可以出,不到一分钟时间客户就给我们下单了一件样品的订单。
接着,我们马上开始着新优化工艺,我们通过此模具零件的每一段工时,看看哪段工时还可以再优化,在以往的实际操作过程中,在工艺实践卡上,我们看到精加工时间非常长,主要是先端部分,加工铜工成本也较高,我们为何不在前期热处理之前就把粗加工加工到一极致,在我们看来粗加工仅仅只是加工出大概的形体吗,其实不然,一定会有更好更能保证品质的办法,可以先用慢走丝割先端形状后再用放电的方式,因为模具零件先端部分是不能取消放电工艺,否则保证不了倒角及精度,在台阶以下,我们可以先用铣床的方式开粗,热处理后用慢割的方式做台阶,貌似这样的方法增加了慢走丝的工艺,成本会更高,但是当有一定数量的时候,只要数量上到了3件,慢割就可以3件当一件一起割出来,用慢走丝的方式可以更节省放电工时,最后精加工只用放电,其实后者的工艺更能节省工时,成本相比之前还节约了30%。
我们按优化后工艺做出样品出给客户后,客户试用一个月后联络我们,产品使用没有异常,且寿命比之前较好较稳定,客户立即又给我们下了10件的订单,也就是每个月至少6款类似品下单,解决了客户成本问题,同时品质寿命也得到了保障。





